


news
 热门推荐
热门推荐
 GL-5重负荷齿轮油
GL-5重负荷齿轮油
 方向机助力油
方向机助力油
 中性硅酮平面密封剂
中性硅酮平面密封剂
 汽车灯具硅酮密封胶
汽车灯具硅酮密封胶
 零部件保护剂
零部件保护剂
 FS5801电机密封胶
FS5801电机密封胶
 FS-9104改性有机硅灌封胶
FS-9104改性有机硅灌封胶
 减速机专用密封胶
减速机专用密封胶
 多功能防锈润滑剂
多功能防锈润滑剂
 工业厌氧型平面密封胶
工业厌氧型平面密封胶
 沼气工程(螺栓罐体)专用密封胶
沼气工程(螺栓罐体)专用密封胶
 帕加尼
帕加尼
 防冻液冷却液
防冻液冷却液
 鱼竿渔具粘接胶水透明快干环氧透明胶水
鱼竿渔具粘接胶水透明快干环氧透明胶水
 工业刷盘、磨盘组装专用胶水
工业刷盘、磨盘组装专用胶水
 326厌氧型结构胶
326厌氧型结构胶
 242-X螺纹锁固密封剂
242-X螺纹锁固密封剂
 FS7671排气管胶
FS7671排气管胶
 1057快固透明环氧AB胶
1057快固透明环氧AB胶
 FS5543液态生料带
FS5543液态生料带
 FS5542液态生料带
FS5542液态生料带
 FS5567管螺纹密封剂
FS5567管螺纹密封剂
 FS204预涂螺纹锁固剂
FS204预涂螺纹锁固剂
 FS1057针管快固透明环氧AB胶
FS1057针管快固透明环氧AB胶
 封神平面密封胶
封神平面密封胶
 200系列螺纹锁固胶
200系列螺纹锁固胶
 环氧树脂灌封胶
环氧树脂灌封胶
 高温润滑脂
高温润滑脂
 闪银密封胶
闪银密封胶
 宾利NO.2润滑脂
宾利NO.2润滑脂
 封神系列硅酮平面密封胶
封神系列硅酮平面密封胶
 704硅橡胶
704硅橡胶
 500系列管螺纹密封胶
500系列管螺纹密封胶
 宾利润滑脂
宾利润滑脂
 有机硅灌封胶系列
有机硅灌封胶系列
 工程机械专用制动液
工程机械专用制动液
 亿佰粘平面密封剂系列产品
亿佰粘平面密封剂系列产品
 600系列圆柱零件固持胶
600系列圆柱零件固持胶
 FS-1026低气味AB胶
FS-1026低气味AB胶
 亿佰粘系列硅酮平面密封胶
亿佰粘系列硅酮平面密封胶
 亿佰粘汽车制动液
亿佰粘汽车制动液
 1801、9103高导热胶
1801、9103高导热胶
 1103增韧型丙烯酸AB胶
1103增韧型丙烯酸AB胶
 汽配200系列螺纹锁固密封胶
汽配200系列螺纹锁固密封胶
 汽配亿佰粘200螺纹锁固密封胶
汽配亿佰粘200螺纹锁固密封胶
 太阳能电池组件专用密封胶
太阳能电池组件专用密封胶
 1104慢干型丙烯酸AB胶
1104慢干型丙烯酸AB胶
 亿佰粘、喜相逢/强力AB胶
亿佰粘、喜相逢/强力AB胶
 8#液力传动液
8#液力传动液
 汽车灯具硅酮密封胶
汽车灯具硅酮密封胶
 封神制动液DOT3-DOT4
封神制动液DOT3-DOT4
 缸体修复剂
缸体修复剂
 704硅橡胶
704硅橡胶
 高性能丙烯酸酯结构胶
高性能丙烯酸酯结构胶
 雪种
雪种
 车辆钣金嵌缝胶
车辆钣金嵌缝胶
 FS-1072环氧导热灌封胶
FS-1072环氧导热灌封胶
 FS-1071环氧导热灌封胶
FS-1071环氧导热灌封胶
 FS-1059T慢干改性环氧胶
FS-1059T慢干改性环氧胶
 1700、1900环氧树脂灌封胶
1700、1900环氧树脂灌封胶
 磁钢胶
磁钢胶
 FS-1058全透明型AB胶
FS-1058全透明型AB胶
 聚氨酯粘接密封胶
聚氨酯粘接密封胶
 瞬干胶
瞬干胶
 电梯胶 1011
电梯胶 1011
 低温启动液
低温启动液
 35克外贸硅胶
35克外贸硅胶
 瞬干胶
瞬干胶
 FS双管铸工胶
FS双管铸工胶
 封神新材全英文铸工胶
封神新材全英文铸工胶
 水箱清洗剂
水箱清洗剂
 801橡胶粘接剂 916橡胶修补剂
801橡胶粘接剂 916橡胶修补剂
 FS-115强度环氧胶
FS-115强度环氧胶
 金属修补剂系列
金属修补剂系列
 FS-727耐高温修补剂
FS-727耐高温修补剂
 耐高温密封胶(FS747)
耐高温密封胶(FS747)
 高温金属修补剂
高温金属修补剂
 3478耐高温结构胶
3478耐高温结构胶
 737、757、767高温修补剂
737、757、767高温修补剂
 水箱堵漏剂
水箱堵漏剂
 518紧急修补剂、528油面修补剂、626湿面修补剂
518紧急修补剂、528油面修补剂、626湿面修补剂
 耐磨修补剂系列
耐磨修补剂系列
 FS7218耐磨修补剂
FS7218耐磨修补剂
 FS228耐磨涂层
FS228耐磨涂层
 FS226耐磨涂层
FS226耐磨涂层
 FS405耐腐蚀涂层
FS405耐腐蚀涂层
 130耐磨陶瓷粘贴胶
130耐磨陶瓷粘贴胶
 FS7227可涂刷陶瓷涂层
FS7227可涂刷陶瓷涂层
 355高精度定位胶
355高精度定位胶
 耐腐蚀修补剂
耐腐蚀修补剂
 减摩、高强度定位灌封系列
减摩、高强度定位灌封系列
 811 结构胶
811 结构胶
 FS108衬板填充料
FS108衬板填充料
 喜相逢AB胶
喜相逢AB胶
 1103增韧型丙烯酸AB胶
1103增韧型丙烯酸AB胶
 封神系列平面密封胶
封神系列平面密封胶
 亿佰粘强力AB胶
亿佰粘强力AB胶
 1104慢干型丙烯酸AB胶
1104慢干型丙烯酸AB胶
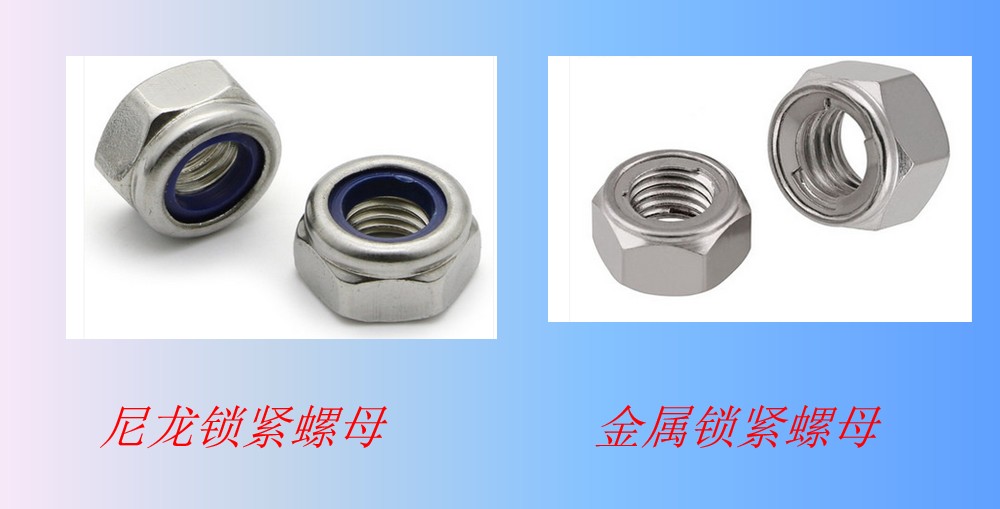
 200系列螺纹锁固密封剂
200系列螺纹锁固密封剂
 中性硅酮平面密封剂
中性硅酮平面密封剂


封神·厌氧胶具体施工流程
厌氧胶粘剂是指能起粘接、固定和密封作用的一系列厌氧固化特性的组成物. 简称厌氧胶。
厌氧胶(anaerobe)又名绝气胶、嫌气胶、螺纹胶、机械胶。它与氧气或空气接触时不会固化.一旦隔绝空气后迅速聚合变成交联状的固体聚合物。所谓“厌氧"是指这种胶使用时不需要氧。
厌氧胶专用术语
1..强度:强度的单位是N.m,这是一扭力强度,是国际通用单位,这是检测厌氧胶锁固强度的一个指标,分为破坏力矩和拆卸力矩。
2.避免污染:因厌氧胶遇到金属离子容易形成聚合反应,从而影响贮存期,所以贮存时一定要避免污染。生产过程中,厌氧胶不能接触到金属制品,否则影响贮存期。
3. 惰性金属:所谓惰性金属是不活泼的金属(如铝,不锈钢,镀锌,镀铬) ,厌氧胶在这种金属上使用,固化速度很慢,需要促进剂配合使用。
4.促进剂:所谓促进剂是能加速厌氧胶固化的一种辅助剂,一般在气温较低,或惰性金属上使用。
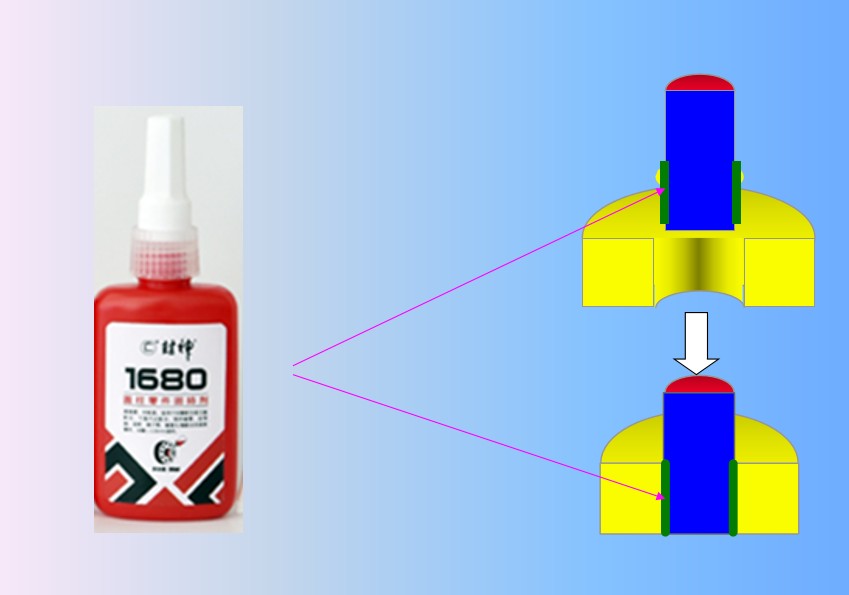
200螺纹密封胶
胶液在充满螺纹啮合处的所有空隙后,因缺氧而固化,形成不溶不熔的高聚物.填满整个螺纹间隙,使螺纹的接触部位难以产生相对位移,可有效地防止在外力作用下产生微量滑移而松动平面密封用厌氧胶的特性
(1) 胶接强度可调分为高中低强度
螺纹锁固胶分为低、中、,一般平均拆卸力矩
(松出扭矩)小于5N.m的为低强度,平均拆卸力矩在
5—15N.m之间的为中强度,平均拆卸力矩在15N.m以
上的为。
(2)要有合适的粘度
螺纹啮合的间隙对胶接强度影响很大,一般讲,间隙小,胶接强度高。低粘度的胶水适应小间隙的需要。若用于间隙较大的工件,为避免胶液流失,可选用粘度大的胶水。
500管螺纹密封胶
(1)较低的胶接强度
对密封应用来说,胶接强度已不是主要测试的指标,为便于拆卸和保护螺纹,扭矩强度应控制得较低,牵出扭矩应接近于零。
(2)较高的粘度
为防止流淌,胶液大都有触变性,加入适量的增稠剂,可提高粘度,提高其填隙和即时密封能力。
(3)固化速度不宜过快
为适应某些管道接头在总装时位置还需要作微量调整的需要,常要求涂胶后数小时内还可稍移动管螺纹位置,仍能保持密封。因此,某些专用厌氧胶的固化时间甚至超过72h。

600圆柱固持剂
工件套(嵌)接组装时厌氧胶能渗入全部缝 隙,固化后使工件100%接触,达到粘接固持,兼有防松、密封的作用,并可将工件组装配合从压配合改为滑配合,加工精度、光洁度都可以适当降低,还消除了压装时引起的变形,提高了组装精度,因此,有一举多得的作用。对于过盈配合量不大的轴承、衬套,改用厌氧胶粘固尤为合适。这对薄壁、高速、精密的轴承,意义更为突出,还有助于降低噪音和振动。
1)要有一定的胶接强度
粘接固持套(嵌)接件要承受一定外力,因此,作为粘固用厌氧胶其胶接剪切强度一般应大于15MPa。对轴承、衬套等轻载常换件的粘固则可选用较低强度的胶,以便于拆装。
(2)要有合适的粘度
套(嵌)接配合的间隙对胶接强度影响很大,一般讲,间隙小,胶接强度高。粘固用胶一般粘度较低,如50~100mPa•s,适应小间隙的需要。若用于间隙较大的套(嵌)接件,为避免胶液流失,可选用粘度大的胶。
厌氧胶的固化条件
无氧气
活性底材 - 金属
铜
铁
钢,等
不同的环境及条件都会影响厌氧胶的固化。
影响厌氧胶固化速度的因素
被粘材料(金属的活性)
填充间隙
温度
促进剂
表面清洁度



 当前位置:
当前位置:









